Steel Bar - How It`s Made ?
Steel bar rolling process starts from charging billet into re-heating furnace continuously, heating it up to 1050 c- 1100 c and discharging hot billet to the rolling mill train. Then rolls and reduces billet through rolling stand until it reaches the required size. Normally, small bar needs to pass more rolling stand than large bar which results in a higher speed in production process.
 Steel Bar
Steel Bar
Bar size with diameter of 20 mm. or more requires only the first eighteen stands to roll while the smaller size bar from 16 mm. or less needs to pass additional two to six stands more with a higher speed. After reaching the required size, the finished large size bars will pass through low speed line, cut to length shear and discharge on to cooling bed by hydraulic apron.
H-Beam Steel Bar
For the smaller size, the finished bar is cut to length by cutting to length shear on high speed line and discharging on to the cooling bed by double twin channels system. After the bars temperature decreases naturally to approximately 80 íc - 150 íc from the cooling bed, the roller table exist side cooling bed will convey the bars direct to cold shear for commercial length cut (10 meters or 12 meters, or special length depend on customer’s specification). All cut bars will be sent to finishing area for re-counting and bundling before sending to warehouse.
Raw Material
The steelmaking process begins with our raw material – recycled scrap metal. The scrap is delivered in special trucks to one of our two melt shops. In the melt shop, crane buckets are filled with the scrap blend. Lime is added to produce slag, and then the scrap is loaded into the top of one of our electric arc furnaces.
Melt
Electric arcs jumping across three carbon electrodes in the roof of each furnace create controlled lightning. Creating temperatures that quickly reach 9,000 degrees Fahrenheit, the highly efficient electric arc furnaces reduce more than 100 tons of scrap to molten steel in less than two hours. While being melted, oxygen and other unwanted elements are absorbed and removed by the slag. Desirable elements such as chromium, molybdenum, manganese and others are added to begin creating the proper chemistry to meet customer specifications.
Refine
After being melted, the ladle of steel is carried by crane to the refiner. Here it created by a vacuum in the ladle, extracting unwanted gases and non-metallic inclusions. The steel bath is stirred with argon gas to create homogenous temperature and chemistry, and also to float out any inclusions. During refining, alloys are added to precisely meet required chemistry and hardenability (DI) specifications. As the steel is refined, heat is applied to achieve and maintain the precise temperature for best castability. Throughout the process, the steel is tested to ensure steel cleanness, composition, temperature and chemistry.
Bottom Pour
At our Faircrest Steel Plant, steel is bottom poured into ingots. The ingot molds are arranged on an ingot car in a cluster around a central filling tube called the trumpet. A ladle is moved into position and the molten steel stream is carefully flow-controlled into the trumpet. The steel, protected from unwanted environmental gasses by a shroud of inert gas, flows down the trumpet, through runners at the bottom of the ingot cluster, and fills the ingots from the bottom up. Bottom pouring creates steel with superior cleanness and promotes excellent surface quality. A heat of steel produces approximately 24 ingots, each weighing nearly seven tons. The large 28″ x 28″ cross-section ingot provides a nearly six-to-one reduction ratio, down to 13″ product, enhancing the steel’s physical properties.
Strand Cast
A ladle of steel is lifted five stories above the melt shop floor and positioned in a cradle over a large tub called a tundish. Protected from unwanted gasses in the atmosphere by a shroud of inert gas, the steel is carefully metered out into the tundish. From there, it flows down into four rectangular, water-cooled molds, electromagnetically stirred as the steel moves. As the steel begins to solidify, it is pulled down through the molds and out to the runout table. The strands are straightened and cut into blooms of specialty carbon or alloy steel grades.
Rolling
After being reheated to rolling temperature, the steel ingots pass between the grooved rolls and are reduced in size. Large starting cross-section sizes provide improved grain structure in the finished steel product. After passing through the mill in one direction, the ingot changes direction and passes through the mill again. With each pass the size is reduced, moving the bloom closer to the final target dimensions. After achieving the full reduction for the mill, the billets move to the next mill for further reduction, or are diverted to finishing operations prior to shipping to the customer.
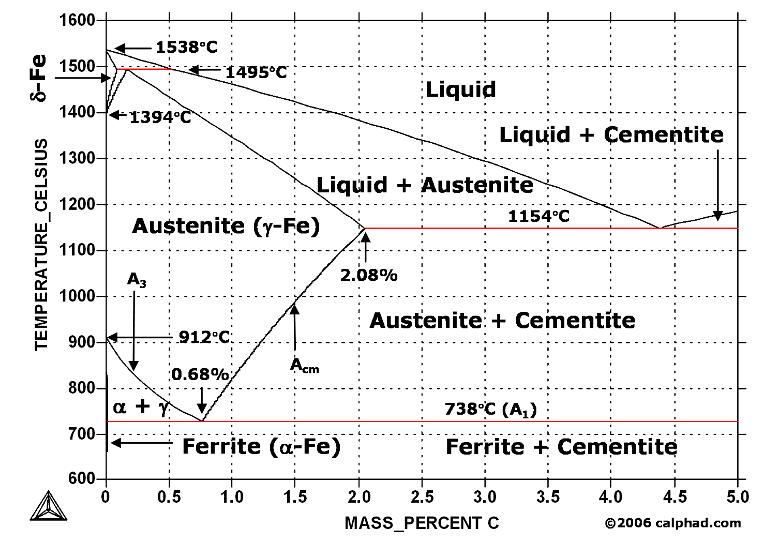
Heat Treatment
Annealing is heating uniformly to a temperature within or above the critical range, and cooling at a controlled rate to a temperature under the critical range. The treatment produces a definite microstructure, usually one designed for best machinability. It is also used to remove stresses, induce softness and alter ductility, toughness or other mechanical properties.
Normalize
The steel is heated uniformly to a temperature of at least 37°C (99°F) above the critical range, and then cooled in air to room temperature. This treatment produces a recrystallization and refinement of the grain structure, and gives the product uniformity in hardness and structure.
Quench (Quench Hardening)
This process heats the steel uniformly to a temperature above the critical range and then cools it rapidly in a liquid medium.
Spheroidize Anneal
This special type of annealing requires an extremely long cycle. Spheroidize annealing is used to produce a globular condition of the carbide and maximum softness for best machineability or to maximize cold formability.
Stress Relieve
Stress relieving is a final thermal treatment used when stress-free material is desired. It restores elastic properties and minimizes distortion on subsequent machining or hardening operations. This treatment is usually applied on material that has been heat treated (quenched and tempered). Normal practice is to heat to a temperature of 37°C (99°F) lower than the tempering temperature used to establish mechanical properties and hardness.
Temper
Tempering heats uniformly to a temperature under the critical range, holding at that temperature for a designated period of time and cooling in air. This treatment can be used to soften the steel for later machining or cold working, or to improve the ductility and relieves stresses resulting from prior treatment or cold working.
Hot Bed Cool
This is the standard process of air cooling the steel immediately following the rolling operation. The steel is transferred to a special table or hot bed that continuously advances the product across the bed. Steel that is hot bed cooled may require additional thermal treatment to obtain optimum machineability or required mechanical properties.
Mill Anneal
This is a controlled cooling of the steel immediately following rolling. In some low and medium carbon alloy grades, this method produces the optimum hardness and microstructure for machinability.
Surface Inspection
In addition to routine visual evaluation of surface quality, bars and billets may pass through our automated Elkem inspection system, where sensitive thermal imaging devices scan the product surface. It use to perform eddy current and magnetic particle surface inspection for certain bar sizes. The goal is to provide steel bar products that are extremely reliable and meet customer expectations.
Cut Off
Hot rolled bars at both the Faircrest and Harrison Steel Plants are typically cut to customer-specified lengths as they exit the rolling mill in their finished size. Bars that complete additional processing, such as heat treatment or cold finishing, may be cut again using cold saws. Multiple checks confirm that the specified bar lengths are achieved.
Identification
Most finished bars can be stamped or marked with numbers that identify the bar by heat number or other unique code. In addition, bundles of steel bars prepared for shipment have barcoded tags affixed that can contain additional identification information such as steel type, customer purchase order number, product size and bundle weight.
Final Inspection
Each heat and order of steel is rigorously evaluated as it moves through the various steps of the process path. Along the way, various surface, internal and dimensional inspections are performed. The final inspection operation ensures that all the critical product characteristics, including size, surface, length, etc., meet customer requirements. It also verify that the steel is the correct composition and is marked or identified as specified by the customer.
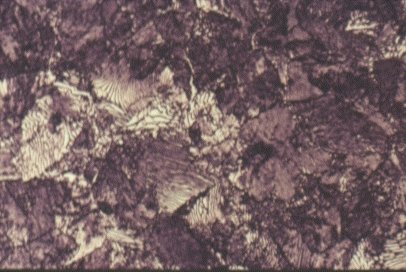
Metallurgical Laboratory
In addition to the surface and dimensional quality checks performed in the steelmaking facilities, steel product samples are also taken and evaluated using a number of metallurgical laboratory tests. Some of the more common tests performed include hardness, tensile strength, hardenability and microstructure. The laboratory is also able to perform other special testing to meet individual customer specifications and requirements.
Shipping
The steel bars and billets can be cut to the customers required length before shipping. Appropriate wrapping or boxing, product identification and rust protection help to keep the steel in as-shipped condition.
You might also like
 | There are various methods of forming... |
 |
 |
 Alloy Suppliers
Alloy Suppliers
 Aluminum
Aluminum
 Aluminum Extrusions
Aluminum Extrusions
 Copper-Brass-Bronze
Copper-Brass-Bronze
 Nickel
Nickel
 Magnets
Magnets
 Stainless Steel
Stainless Steel
 Stainless Steel Tubing
Stainless Steel Tubing
 Steel Service Centers
Steel Service Centers
 Titanium
Titanium
 Tungsten
Tungsten
 Wire Rope
Wire Rope